




Китай: лидер по монтажу кабельных лотков?
2026-01-04
Когда слышишь этот вопрос, первая реакция — усмехнуться. Лидер? В чём именно? В объёмах? В дешевизне? Или в качестве самого монтажа? Слишком много громких заголовков, за которыми скрывается обычная практика: китайские проекты, китайские же бригады и свои, специфические подходы. Но если копнуть глубже, картина становится куда интереснее стандартных клише про ?мировую фабрику?.
Не объёмом единым
Да, масштабы поражают. Новые районы, целые промышленные парки, data-центры — всё это требует километров кабельных трасс. И монтаж часто ведется темпами, немыслимыми в Европе. Но здесь и кроется первый нюанс. Скорость — не синоним качества. Видел объекты, где лотки смонтированы ровно, крепления стоят часто, но при детальном осмотре вылезают мелочи: недовинченные болты на стыках, отсутствие заземляющих перемычек на отдельных секциях, подбор трасс без учёта будущего расширения. Бригада сделала свою работу по чертежу, но не подумала на шаг вперёд. Это системная история, когда главный KPI — сдать объект в срок.
С другой стороны, именно на крупных проектах отрабатываются технологии быстрого, почти конвейерного монтажа. Используют заранее собранные модули, специальный инструмент для гибки и резки. Например, на одной стройке ЦОД в Шанхае наблюдал, как бригада из 6 человек за смену укладывала и крепила до 500 метров перфорированных лотков. Организация была безупречной. Но такой подход требует идеального проектирования и чёткой логистики материалов на объекте. Если поставки запаздывают, вся система рушится.
И вот здесь выходит на сцену вопрос поставщика. От того, как изготовлен сам лоток, насколько точны его геометрия и размеры, зависит половина успеха монтажа. Неровные края или ?гуляющие? отверстия под крепёж могут добавить часов лишней работы. Работал с продукцией разных заводов, и разница колоссальна. Одни из тех, кто делает ставку на точность — ООО Чунцин ЦзяБайер Электрическое Оборудование. Их сайт, https://www.cqjbe.ru, не пестрит пустыми обещаниями, но видно, что упор делается на контроль производства. Завод в промпарке Лохуань, Цзянцзинь, с его 3200 кв. м площадей и своим штатом старших технологов — это как раз та база, которая позволяет обеспечивать эту самую повторяемость и качество заготовки, что для монтажника бесценно.
?Подводные камни? локализации
Много говорят про адаптацию стандартов. На бумаге всё гладко: берём IEC, GB, ищем компромисс. На практике же часто возникает гибридная система, которую не сразу поймёшь. К примеру, требования к шагу опор для стальных лотков при прокладке силовых кабелей большого сечения. В одном проекте видел, как инженеры из Европы настаивали на уменьшении расстояния между подвесами, ссылаясь на динамические нагрузки. Местная подрядная организация, привыкшая к своим нормам, сопротивлялась — лишний метраж, лишние трудозатраты. В итоге сошлись на промежуточном варианте, но только после испытаний на месте. Это время, деньги.
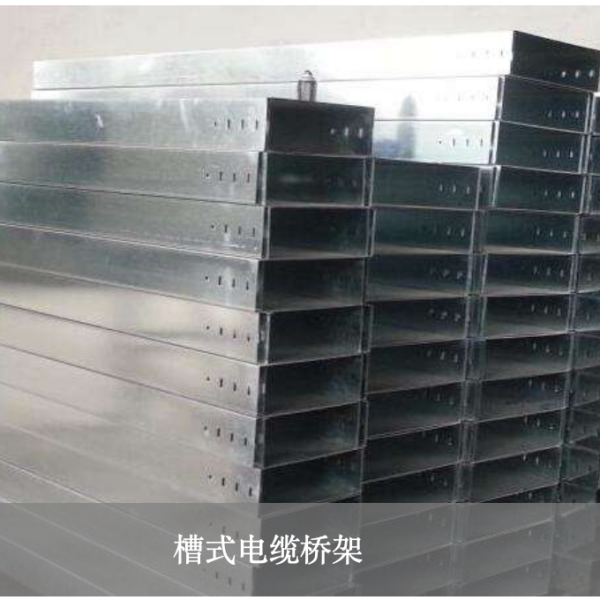
Ещё один момент — материалы. Китайские производители лотков, те же JBE, активно продвигают горячеоцинкованную сталь с толстым покрытием. И это оправдано для многих внутренних сред. Но стоит задача смонтировать трассу в химически агрессивной атмосфере или на морском побережье, как встаёт вопрос о нержавейке или алюминии. И здесь нередко возникает пробел в компетенциях монтажников. Работа с нержавейкой требует другого инструмента, другой техники резки и другого подхода к креплению, чтобы не повредить защитный слой. Приходится проводить дополнительный инструктаж прямо на объекте.
И конечно, человеческий фактор. Квалификация бригад очень неравномерна. Встречал мастеров, которые чувствуют металл и пространство, могут ?на глаз? выставить идеальную линию трассы с учётом всех препятствий. А бывают бригады, которые ждут шаблонных решений от прораба. Поэтому роль инженерного надзора и грамотного супервайзера, который понимает и теорию, и практику, здесь критически важна. Без него даже самые качественные лотки можно испортить при установке.
Кейс: от чертежа до ?горячей? прокладки
Хочу привести в пример не идеальный, а очень показательный случай с модернизацией кабельного хозяйства на текстильном комбинате под Чунцином. Задача — заменить старые, ржавые лотки в цеху с высокой влажностью и организовать новые трассы для системы автоматизации. Проект был не самый крупный, но сложный из-за работающего производства. Остановить линии могли лишь на 72 часа — всё нужно было сделать в это ?окно?.
Основной подрядчик закупил лотки и крепёж у местного производителя, не самого известного. Первая проблема вскрылась при приёмке: часть партии имела некондиционное покрытие — мелкие сколы и наплывы. Монтаж начался с отставанием. Второй удар — обнаружилось, что проектные длины секций не совпадают с реальными пролётами между колоннами в старом здании. Пришлось на ходу резать и стыковать с нахлёстом, теряя время. Заземление монтировали уже в авральном режиме.
Чем всё закончилось? Объект сдали, система заработала. Но через полгода на некоторых стыках, особенно там, где резали, пошли первые очаги коррозии. Урок? Даже в сжатые сроки нельзя экономить на качестве базового материала и, что важнее, на предмонтажном обследовании. Если бы использовали более точные изделия, как у того же Чунцин ЦзяБайер, которые к тому же предлагают услугу нестандартных длин в рамках своего производства, и уделили больше времени замеру на объекте, можно было избежать и аврала, и будущих проблем. Их компания как раз позиционирует себя не просто как продавец, а как производитель с инженерной поддержкой, что в таких ситуациях — не просто слова.
Инструмент и ?ноу-хау?
Часто упускают из виду, что эффективный монтаж — это на 30% правильный инструмент. В Китае сейчас огромный выбор — от дешёвых поделок до профессионального оборудования Hilti или местных качественных аналогов. Наблюдаю тенденцию: серьёзные подрядчики всё чаще инвестируют в хороший инструмент. Аккумуляторные шуруповёрты с высокой мощностью и крутящим моментом для затяжки болтов, точные резаки для ровной кромки, лазерные нивелиры для разметки трасс — это уже не роскошь.
Но есть и свои местные приёмы. Например, для быстрой сборки длинных пролётов лестничных лотков на земле перед подъёмом используют временные сборочные стапели из подручного материала. Это ускоряет работу на высоте. Или способ маркировки секций прямо на производстве, что сильно упрощает сборку на объекте по схеме. Некоторые производители, идущие в ногу с запросами монтажников, стали наносить такую разметку по запросу.
Однако главное ?ноу-хау?, которое я бы выделил, — это не инструмент, а организация. Лучшие китайские монтажные команды работают по принципу конвейера: одна группа размечает и устанавливает опоры, другая монтирует секции лотков, третья — занимается заземлением и окончательным креплением. И всё это при жёстком контроле качества каждого этапа. Такая система рождается только с опытом множества объектов.
Так лидер или нет?
Возвращаюсь к начальному вопросу. Если говорить о способности закрывать гигантские проекты в сжатые сроки, используя отработанные методики и собственные материальные ресурсы, — безусловно, да. Китайский подход к монтажу кабельных лотков — это индустрия, поставленная на поток. В этом его сила.
Но лидерство — это ещё и эталонность. А здесь есть над чем работать. Эталон — это когда не только быстро, но и на десятилетия вперёд, с учётом всех мелочей, от коррозионной стойкости каждого болта до удобства будущего доступа для прокладки кабеля. Эталон — это когда монтажник думает как инженер, а инженер понимает проблемы монтажника.
Вижу, как этот разрыв сокращается. За счёт таких производителей, которые вкладываются в R&D и контроль, а не только в цену. За счёт подрядчиков, которые начинают ценить репутацию выше разовой выгоды. И за счёт обмена опытом на международных проектах. Так что, возможно, вопрос не в том, лидер ли Китай сегодня, а в том, какое лидерство он выберет завтра — количественное или качественное. Пока же в его арсенале есть и мощная производственная база, и колоссальный практический опыт, что само по себе уже делает его ключевым игроком на этой карте. И опыт этот, со всеми его ошибками и находками, бесценен.